Technical Guidance&Inspection
The final performance of the coating is not only dependent on the intrinsic product quality, but also affected by various external factors including surface treatment, coating mixing, coating construction, thickness control and environmental conditions. Based on this, the great value created by the quality of the project coating is being recognized by more and more customers.
Mengeng professional Technical Service personnel have FROSIO or NACE international coating inspector qualification training certification. They periodic or long-term work in the customer coating construction site, to provide professional advice and guidance, by providing customers with reasonable application of product professional advice to achieve value-added services, maximum ensure coating construction to achieve the best protection and process effect, at the same time effectively improve the production efficiency, equipment utilization and reduce the coating loss.
- Surface Processing Inspection
- Paint Spraying Requirements
- Paint Film Inspection
-
Surface Treatment Standard
Steel surface treatment, In comply with (US) Steel Structure Paint Commission SSPC (Steel Structures Painting Council, USA) or BS, GB: SSPC-SP 1, Manual Tool Handling, SSPC-SSPC-SP 3, SSPC-SP 10 Near-White Srit Treatment, SSPC-SPA1 Plant-house, Site and Maintenance Paint, SSPC-PA2, BS 4232
Rust removal method
The removal of steel surface can be classified by different methods. According to the order of rust removal, it can be divided into primary rust removal and secondary rust removal; according to the process stage, it can be divided into workshop raw material pretreatment, section rust removal, and overall rust removal; by jet rust removal, power tool rust removal, manual rust removal and pickling.
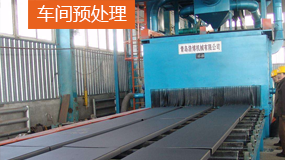
- Pretreatment
-
The pretreatment of steel surface is before the coating workshop primer, after the steel pretreatment line, to shot blasting rust or other methods to remove the steel surface oxidation skin, rust and dirt and dust caused by external factors. Secondly, the surface pretreatment also includes removing the floating rust and welding slag, dirt and dust on the steel surface that has been coated with primer or workshop primer before coating the anti-corrosive coating or decorative coating.
- Solvent cleaning
-
When solvent cleaning is used, special solvents should be used.
- Brushing
-
Steel wire brush rust cleaning, generally use wind or electric rotating wire brush. This method is not suitable for removing oxide skin, but suitable for the pretreatment of floating rust. If the treated surface, the rust surface is not completely removed; the treated surface is too smooth, the residual rust in the weld and the surface has oil and dirt, are not conducive to coating. If painted in this case, it will reduce the adhesion of the film, and affect the effect of the whole painting system, need to use steel wire brush to remove rust.
- Knock disposal
-
The rust removal method of manual shovel or power tool shovel is usually used together with the steel wire brush rust removal method. This method is also sometimes applicable to the steel surface treatment of the existing paint film and the local repair coating of other paint systems. However, this method is not suitable for the surface pretreatment before epoxy or chlorinated rubber paint coating. This method can also be used to eradicate the thicker rust layer, so that it can be economical in the later injection.
- Sand wheel rust removal
-
Sand wheel rust removal is a method of using wind or electric rotating elastic grinding wheel to grind the steel surface, which is suitable for local rust removal and weld treatment. This is a more effective method of rust removal, can obtain more satisfactory effect than steel wire brush rust removal or knock rust eradication.
Rust and rust removal criteria
The corrosion and rust removal grade of steel surface before steel coating refer to the Swedish standard SIS 055900-1967 "Rust removal standard of steel surface before coating" and the international rust removal standard ISO8501-1:1988 equivalent national standard GB8923-88 "Rust removal grade and rust removal grade of steel surface". In order to determine the degree of rust and quality grade, China's GB8923-88 clearly compares the various surface status and rust removal quality grade of steel with photos, and observes the tested surface vertically, but can not be compared with a magnifying glass.
Rusting Grade
The four corrosion grades of steel surface are expressed in A, B, C and D, and are written as follows:
A. Steel surface covered with oxide skin and almost no rust. B. The surface of the steel that has been corroded and part of the oxide skin has been peeled off. span> C, the oxide skin has been peeled off by rust, or can be scraped, and a small amount of pitting steel. D. The steel surface that has been fully stripped due to rust and has been generally eroded.
- Derusting Grade
-
The rust removal grade on the steel surface is indicated by English letters plus Arabic numerals, such as Sa 2.5. The previous English letters indicate the rust removal method, and St and Sa represent the manual and jet rust removal methods, respectively. The following Arabic numerals then indicate the level of rust removal, namely the level of attachment of oxidized skin, rust and old paint (attachments refer to welding slag, welding splashes, soluble salt, dirt, grease, etc.).
The letters of the rust removal method are as follows:
Sa-spraying or shot blasting. St-Manual tools and power tools, such as spatula, manual or power elastic grinding wheel or grinding wheel.
- Jet rust removal grade
-
For injection or shot blasting steel surfaces, there are four rust removal grades, which are written as follows:
Sa 1-indicates mild ejection or shot for rust removal. The steel surface shall be free of visible oil and dirt, and there shall be no weak skin, rust and old paint coating. Sa 2-indicates thorough ejection or shot blasting for rust removal. The steel surface should be free of visible oil and dirt, and the attachments such as oxidized skin, rust and old paint coating have been basically removed. The residues shall be firmly attached. Sa 2.5-indicates complete spraying or shot blasting for rust removal. The steel surface shall be free of visible grease, dirt, oxide skin, rust and paint coating attachments. Any residual trace should be only dotted and striped slight color spots. Sa 3-indicates spraying or shot blasting to clean the steel surface. The steel surface shall be free of visible grease, dirt, oxide skin, rust, and paint coating, and the surface shall show a uniform metallic luster.
- Manual Rust Removal Grade
-
When assigning manual tool cleaning, the Contractor must ensure that the manual tool cleaning is SSPC SP2 63 or equivalent. Manual and power tools, such as spatula, manual or power wire brush, power elastic grinding wheel or grinding wheel and other tools, should first remove the thick rust layer and remove grease and dirt. After artificial rust removal, the steel surface shall be removed from floating ash and debris. There are two rust removal grades, St2 and St3. Generally used for the steel surface without oxidation skin. The text is stated as follows:
St2-indicates complete manual and dynamic rust removal, the steel surface should be free of visible grease and dirt, and no weak oxide skin, rust and old paint coating. St3-represents a very thorough manual and powered tool for rust removal. The steel surface shall be free of visible oil and dirt, and no weak oxide skin, rust and paint coating attachments. Rust removal shall be more thorough than St2 and the surface of the exposed substrate shall be metallic.
- Power tool rust removal level
-
When assigning power tool cleaning, the Contractor must ensure that power tool cleaning is with or equivalent to SSPC SP3 63 or Swedish Standard ST3.